Índice
Dealing with ghost prints in a high-volume factory really boils down to two main factors: staying chemically neutral during screen reclamation and keeping your curing heat under tight control. Once you standardize that screen cleaning SOP and switch to a stable plastisol ink, you’ll see the difference immediately. It cuts out the rework, stops fabric waste in its tracks, and makes sure the last shirt in a 10,000-piece run looks just as sharp as the first sample. Fixing this isn’t just about saving money on spoiled garments; it’s about keeping your factory’s reputation for quality rock-solid.
The Real Cost of Ghosting: Why It’s a Production Killer
In a busy print shop, a “ghost” is more than a nuisance; it is a profit killer. Ghosting refers to the faint, unwanted image of a previous design appearing on a new garment. This usually happens in one of two ways. Either there is a physical “haze” left on the screen mesh that transfers to the next job, or a chemical reaction occurs within the fabric itself after the shirt has been printed and stacked.
It’s a common headache for garment manufacturers—especially when you’re jumping from dark fabrics to light ones or using lower-grade inks that just don’t play well with leftover cleaning chemicals. Honestly, when the whole line has to stop just to figure out where a ghost image is coming from, the lost time usually costs you way more than the fabric itself.
The Science Behind the Image Stain
It’s commonly believed that ghost images usually come from bits of trapped ink or emulsion that didn’t clear out during reclamation. But, as a screen printing plastisol ink manufacturer, we look at it a bit differently—it’s often a much more stubborn chemical reaction happening behind the scenes.
Here’s what’s happening: when you hit a screen with haze remover or heavy degreasers, those chemicals can get stuck deep in the “knuckles” of the mesh. If that screen isn’t neutralized properly, the next round of tinta plastisol branca you push through it is going to react with those leftovers. This reaction ends up “bleaching” the fabric or shifting the dye color right in the shape of your old design.
Why Quality Ink Stability Matters
Factories often struggle with ghosting because the ink they use has inconsistent pigment loads or unstable plasticizers. If the ink isn’t formulated to resist chemical interference, it becomes a magnet for ghosting.
Our focus at ECOPRINTINK is on creating a stable chemical structure. When a factory uses a high-density, stable tinta de serigrafia para tecido, the ink acts as a shield. It doesn’t react with trace amounts of cleaning chemicals, and it stays on the surface of the fiber rather than sinking in and causing a “halo” effect.
Análise de especialista: Many ghosting issues are actually “thermal ghosting.” This happens when hot shirts are stacked directly off the dryer. The heat trapped between the layers causes the ink on the bottom shirt to react with the unprinted fabric of the shirt on top.
Factory Troubleshooting Table: Identifying the Cause
| Sintoma | Primary Cause | Immediate Solution |
| Faint image on the screen mesh | Improper degreasing | Use a high-quality haze remover and a high-pressure wash. |
| Yellowish outline on the fabric | Chemical residue in mesh | Neutralize screens with a 10% white vinegar/water mix or a dedicated stabilizer. |
| Image appears only after stacking | Thermal ghosting | Install cooling fans at the end of the conveyor dryer. |
| Ink color changes on poly-blends | Migração de corante | Switch to an anti-migration pvc-free plastisol ink. |
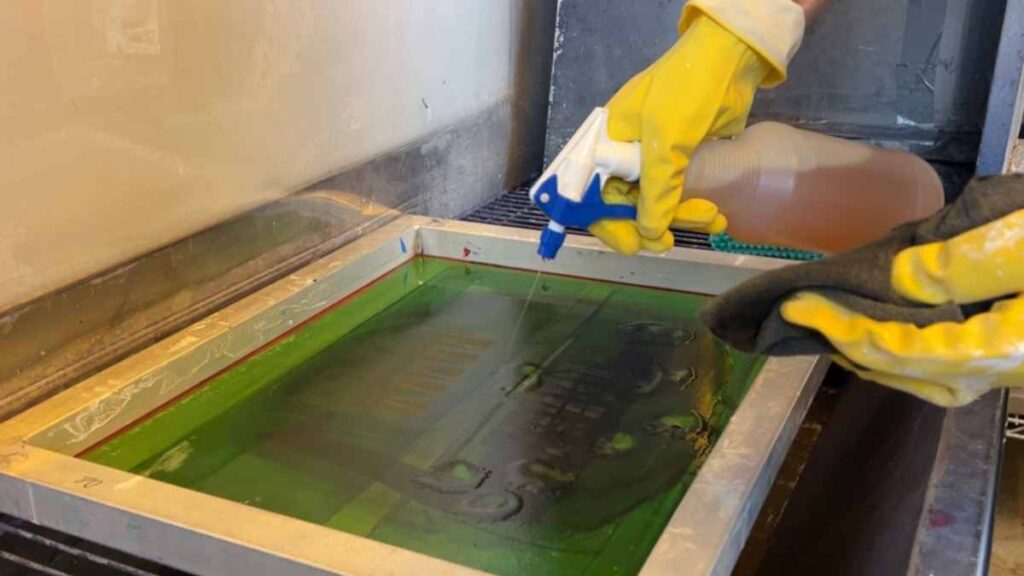
Best Practices for Screen Reclamation
If your factory is seeing a high rate of ghosting, the first place to look is the screen room. Most “haze” is actually dried ink or emulsion residue.
- Use Dedicated Ink Degraders: Don’t rely on general-purpose solvents. Use a degrader specifically designed for the type of ink you are using.
- Pressure is Key: A standard garden hose won’t cut it. You need a pressure washer (at least 1500 PSI) to blast the residue out of the mesh intersections.
- The Neutralization Step: This is the most skipped step in large factories. After cleaning and degreasing, the mesh often has an alkaline pH. If you don’t bring that pH back to neutral, the mesh will react with the next ink job.

Professional Prevention: The Four Pillars of Clean Printing
To keep your production lines moving without rework, we suggest focusing on these four core areas of the manufacturing process:
1. Maintain High Mesh Tension
Low-tension screens are a magnet for trouble. They tend to trap more ink and residual chemicals in the “knuckles” of the mesh weave. By keeping your screen tension high and consistent, you make it much easier for the pressure washer to clear out every bit of debris during reclamation.
2. Precision Monitoring of Dryer Temperatures
Don’t just trust the dryer’s digital display. Use a “donut” probe or an infrared heat gun to get a real-world reading of the garment surface. Over-curing is a primary trigger for ghosting because excessive heat kicks off gas-phase sublimation—the exact point where fabric dyes begin to wander into your ink.
3. The Critical Cooling Phase
Heat is the enemy of a fresh stack of garments. You should ensure that all shirts are cooled to below 100°F (38°C) before they ever hit the folding table. If you stack them while they’re still radiating heat, you’re essentially creating a pressurized chemical oven that invites ghost images to form between layers.
4. Standardizing the Screen Room Chemistry
Variable cleaning leads to variable results. We recommend training your screen room team to follow a strict protocol: use the exact same volume of chemicals and the same timed rinse for every single screen. This eliminates the “human error” factor where one screen is perfectly neutral and the next is still holding onto reactive haze remover.
Reducing Downtime with Better Ink Choices
Let’s be real—for a garment factory, a stopped press is just money flying out the window. If your team is constantly fighting ghost images, the problem might not be the press at all; it might be time to take a hard look at your ink supplier. Many commodity inks use cheaper fillers that are more prone to chemical reactions.
Nós fornecemos soluções de tinta para serigrafia that focus on high-opacity and low-cure temperatures. When you can drop the heat in your dryer, you’re automatically cutting the risk of thermal ghosting and dye migration. That means your crew can print faster and get those orders out the door and into shipping way sooner.
Solving the Ghosting Mystery
Ghosting isn’t a ghost; it’s a chemical footprint. By ensuring that your screens are chemically neutral and your ink is thermally stable, you can virtually eliminate this problem. Factories that invest in better screen room SOPs and premium tinta plastisol see a massive reduction in “second-quality” garments.
In the long run, the small increase in cost for a stable ink is far less than the cost of throwing away a 500-piece order of high-end hoodies. Consistency is the foundation of factory growth, and removing ghosting is a major step toward that goal.
FAQ for Large-Scale Manufacturers
Q1. Does switching to water-based ink stop ghosting?
Actually, in many cases, water-based inks can be more of a headache. They usually need longer in the dryer, and that extra heat just increases the risk of those nasty fabric reactions. For high-speed production, a top-tier plastisol ink with a low-cure additive is almost always the safer bet.
Q2. Why is ghosting such a nightmare on polyester blends?
It comes down to how they’re made. Polyester is colored with disperse dyes, and these dyes have a habit of turning into gas when they get too hot. If your ink doesn’t have a solid “blocker” built-in, those gasses just sail right through the ink or react with screen chemicals. That’s how you get that classic, unwanted ghost image.
Q3. What is the fastest way for a factory to test if a new batch of ink is prone to ghosting?
Running a “stack test” is the gold standard for big shops. Print several samples, stack them while they are still warm from the dryer, and place a weight on top for 24 hours. If you don’t see any image transfer the next day, your ink and cure settings are stable enough for high-volume runs.
Q4. How do we know if our cleaning chemicals are the problem?
Try a “blank” test. Take a screen that has been cleaned but has a visible haze. Print clear base through it onto a test shirt. If the haze appears on the shirt, your cleaning process is leaving too much residue behind.
Q5. Does ink shelf-life affect ghosting?
If your ink is old, it can “separate.” Essentially, the plasticizers stop bonding correctly with the pigments. This makes the ink way more chemically unstable and prone to reacting with fabric dyes or whatever’s left on your mesh. Seriously, always rotate your stock.