Key Takeaways
- Fluorescent ink is ideal for attention-grabbing, vibrant screen printing projects on t-shirts, posters, and more.
- Fluorescent plastisol ink offers superior opacity and vibrancy compared to standard plastisols, especially on dark garments.
- Popular colors include fluorescent yellow, green, pink, blue, orange, and neon.
- Use a proper under-base (typically white) and recommended mesh size to maximize ink coverage and color intensity.
- Cure plastisol ink carefully to ensure durability and colorfastness without scorching fabric.
- Both water based inks and plastisol ink can be used, but plastisol offers the best vibrancy and coverage for most applications.
- Balancing soft hand and durability requires attention to ink thickness, fabric type, and correct curing techniques.
- Choose reputable brands like Speedball for consistent and reliable results.
- Always test prints, monitor opacity, and keep records for ongoing improvement.
- Fluorescent screen printing is both a science and an art—embrace experimentation and creativity for standout results!
With these insights, you’re now well-equipped to master the energetic world of fluorescent screen printing ink and make every print shine brighter than ever.
Fluorescent ink is the secret weapon of eye-popping, energetic designs in modern screen printing. Whether you’re a seasoned screen printer or just venturing into custom t-shirt production, learning about fluorescent ink, especially fluorescent plastisol ink, can transform your prints into show-stopping works of art. This article is a comprehensive guide to everything you need to know about using fluorescent screen printing ink, from the basics of fluorescent yellow and green to advanced tips for the perfect soft hand and lasting vibrancy. If you’re passionate about inks, colors, and making your prints stand out every single time, keep reading—this blog post is packed with hands-on advice, technical know-how, and creative inspiration!
Article Outline
- What Is Fluorescent Ink in Screen Printing?
- How Does Fluorescent Plastisol Ink Differ from Standard Plastisol?
- Why Choose Fluorescent Ink for Your Screen Prints?
- Which Fluorescent Ink Colors Are Most Popular?
- How to Achieve Maximum Vibrancy and Opacity with Fluorescent Inks
- What’s the Best Way to Print with Fluorescent Yellow and Green?
- What Mesh, Under-Base, and Emulsion Combinations Work Best?
- Tips for Curing Fluorescent and Plastisol Ink Properly
- Water Based Inks vs. Plastisol Ink: Which Is Better for Fluorescent Prints?
- How to Maintain Soft Hand and Durability with Fluorescent Screen Printing
- Speedball, Neon, and Beyond: Choosing the Right Ink for Screen Printing
- Pro Tips to Avoid Common Pitfalls in Fluorescent Screen Printing
1. What Is Fluorescent Ink in Screen Printing?
Fluorescent ink is specially formulated to deliver intense, luminous colors that seem to glow under both natural and artificial light, including laser and black lights. The secret lies in its unique pigment structure, which reflects and emits more visible light than standard ink colors. This attribute makes fluorescent ink perfect for screen printing eye-catching graphics on t-shirts, posters, and promotional materials.
In the world of screen printing, fluorescent ink stands apart from standard plastisol ink with its ability to produce ultra-bright and vibrant results. These inks are available as both water-based and plastisol ink, making them suitable for various screen printing techniques and fabric types, including cotton, polyester, linen, and blends.
Screen printers use fluorescent ink for both practical and creative purposes, knowing that a well-managed print with high-quality fluorescent ink can outshine any other color or design. Screen printing ink options in fluorescent colors include yellow, green, pink, blue, and orange—each bringing its own punch of vibrancy to any garment or poster.
2. How Does Fluorescent Plastisol Ink Differ from Standard Plastisol?
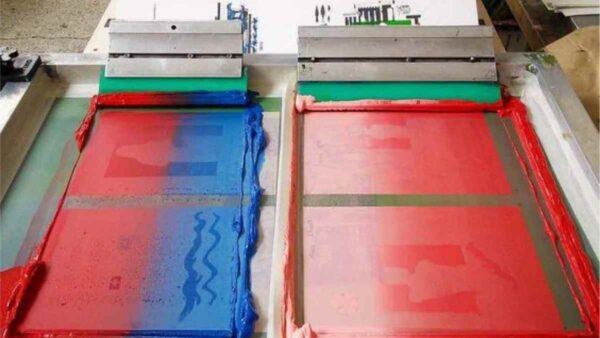
Plastisol ink is the most widely used ink type for screen printing, prized for its creamy consistency, thicker coverage, and straightforward curing process. Fluorescent plastisol ink, however, is a specialized variant designed specifically to boost vibrancy and color intensity above and beyond standard plastisol inks.
One of the main differences lies in the pigment load. To create the intense “glow” effect, fluorescent plastisol ink includes unique pigments that not only look brighter but actually reflect more light, leading to a more vibrant result. This ink for screen printing is formulated to remain opaque even on dark garments, making it a favorite for printing on black shirts.
In terms of working properties, fluorescent plastisol ink is still easy to handle, creamy in texture, and can be used in both manual and automatic setups. However, it may require slight adjustments in mesh and emulsion due to its higher pigment content. While some standard plastisol inks struggle with opacity or coverage on dark fabrics, fluorescent plastisol ink excels, especially when combined with an effective under-base.
3. Why Choose Fluorescent Ink for Your Screen Prints?
Fluorescent ink has the unique power to make any print pop. When you’re aiming for designs that stand out at concerts, parties, or under stage lights, few materials perform better than fluorescent screen printing ink. These inks are not only about bright colors—they’re about making a statement that draws eyes from across the room.
Beyond aesthetics, fluorescent ink is incredibly versatile. It can be used on multiple fabric types—cotton, polyester, linen, rayon, and even nylon—with the right screen printing ink formulation. Moreover, advances in non-phthalate and pvc-free inks mean that there are now more eco-friendly options available, adding peace of mind to outstanding performance.
For businesses and artists alike, using fluorescent ink can be a branding differentiator. A single t-shirt with fluorescent yellow, green, or pink can be the most memorable item in a screen printing shop’s portfolio. When prints need to sell themselves and grab attention instantly, there’s no substitute for the boldness of fluorescent ink.
4. Which Fluorescent Ink Colors Are Most Popular?
Fluorescent ink comes in a range of head-turning hues. The most popular choices in the screen printing world are fluorescent yellow, fluorescent green, fluorescent pink, and fluorescent blue, followed closely by fluorescent orange and even neon violet. These colors aren’t just bright—they’re engineered for maximum visual impact, especially under black light or UV.
Fluorescent yellow and green are favorites for sportswear, event t-shirts, and safety garments due to their unmatched visibility. Fluorescent pink and blue are popular in youth markets and fashion, offering a sense of playfulness and energy. Speedball and other leading brands offer a complete ink set of these colors, making it easy to formulate custom blends and unique color stories.
The demand for lime green, neon orange, and yellow plastisol ink continues to rise, especially as screen printers experiment with unique color mixes. Each fluorescent color brings its own vibrancy and mood, so experimenting with different ink combinations can open up new creative possibilities.
5. How to Achieve Maximum Vibrancy and Opacity with Fluorescent Inks
Achieving maximum vibrancy and coverage with fluorescent ink is all about understanding the relationship between ink, mesh, emulsion, and under-base. Because fluorescent colors are often slightly more transparent to ensure their “glow,” using a proper under-base (typically white or bright neutral) is crucial for getting those colors to jump off dark garments.
For screen printers, using the correct screen mesh can make or break a print. A mesh count in the 110–156 range is typically recommended for fluorescent plastisol ink to allow enough ink for screen coverage and maintain opacity. This helps ensure the ink works as intended, producing clean, vibrant prints every time.
In addition to technical setup, the thickness and creamy consistency of quality fluorescent plastisol ink allow for bolder prints with a soft hand. Attention to detail in emulsion application and under-base techniques can push the vibrancy and opacity to professional—and memorable—levels.
6. What’s the Best Way to Print with Fluorescent Yellow and Green?
Fluorescent yellow and green are among the most challenging yet rewarding colors in screen printing. To make fluorescent yellow really stand out, it’s best to use a high-quality yellow plastisol ink designed specifically for screen printing. Applying a solid white under-base on dark garments enhances the vibrancy and provides a foundation for the fluorescent color.
Inks like fluorescent green, including lime green and neon variations, benefit enormously from proper mesh and emulsion choices. The ink set should be formulated for thick, opaque prints while maintaining a soft hand. Fluorescent green is especially striking when paired with black shirts, as the contrast maximizes its visual impact.
When printing these fluorescent colors, remember to avoid over-curing or under-curing the ink. The right screen printing supplies, a clean screen, and patience in setup all play a role in achieving colors that truly “pop” on your garment.
7. What Mesh, Under-Base, and Emulsion Combinations Work Best?
The best results with fluorescent ink often come down to the screen printing setup. A lower mesh count allows more ink to pass through, creating more opaque and vibrant prints, especially with the thicker pigments found in fluorescent plastisol ink. Typically, a mesh count between 110 and 156 will offer optimal balance between detail and coverage.
The under-base is one of the most important, yet often overlooked, elements. On dark garments, a white or light gray plastisol screen ink forms a bright foundation, ensuring that fluorescent colors remain vivid and visible. For lighter shirts, a direct print with fluorescent ink may be sufficient.
Emulsion choice also plays a role. Thicker emulsions create more stencil depth, allowing more ink to deposit on the fabric. The combination of appropriate mesh, solid under-base, and quality emulsion guarantees a flawless, bright, and durable print.
8. Tips for Curing Fluorescent and Plastisol Ink Properly
Curing is a vital step in screen printing, especially when using fluorescent and plastisol ink designed for long-term vibrancy and durability. To cure plastisol ink, the print needs to reach a temperature of around 320°F (160°C). Under-curing will leave the ink soft and sticky, while over-curing can scorch fabric and cause color shifts.
Fluorescent ink is sometimes more sensitive to heat than standard plastisol, so careful attention needs to be paid to both the duration and intensity of the cure. An automatic conveyor dryer with precise temperature control is ideal, but manual flash units work for smaller operations.
Properly cured ink not only ensures vibrancy and opacity but also extends the life of the print. Test washes are recommended to make sure the ink bonds to the fibers of cotton, polyester, or blends for a durable finish with no color loss.
9. Water Based Inks vs. Plastisol Ink: Which Is Better for Fluorescent Prints?
Screen printers have a choice between water based inks and plastisol ink for fluorescent screen printing. Water based inks provide a soft-hand feel and are often more eco-friendly, but may struggle with opacity and vibrancy on dark garments unless aided by specialty additives or bases.
Plastisol ink, especially when formulated for fluorescent use, excels in opacity, vibrancy, and coverage. The creamy, thicker texture of plastisol ink makes it ideal for high-impact prints with fluorescent pigments. Furthermore, plastisol ink is more forgiving on a variety of fabrics, including blends with nylon, rayon, and linen.
There’s growing interest in hybrid approaches, combining the soft hand of water-based with the color power of plastisol. However, for most screen printing shops invested in fluorescent screens, plastisol ink remains the gold standard for knockout results.
10. How to Maintain Soft Hand and Durability with Fluorescent Screen Printing
One challenge of working with high-pigment fluorescent ink is maintaining a soft-hand feel on garments. Plastisol ink can sometimes feel heavy—but with the right formulation and technique, a soft hand is achievable even with bold fluorescent prints.
Start with a creamy, high-quality ink that doesn’t require excessive stacking for opacity. Avoid layering too many coats, as that can make prints thicker and less flexible. Using water-based or hybrid screen printing ink is another option if the emphasis is on comfort, especially for fashion and retail t-shirts.
For durability, correct curing is paramount. A well-cured fluorescent ink print will withstand many washes, retaining its vibrancy and coverage. Regular test washes, gentle detergents, and following ink manufacturer instructions will go a long way toward ensuring your fluorescent screen printing stands the test of time.
11. Speedball, Neon, and Beyond: Choosing the Right Ink for Screen Printing
There are dozens of brands competing in the ink for screen printing market, but a few standouts like Speedball consistently offer reliable, vibrant fluorescent ink options. Whether you need an off-the-shelf ink set or custom-mixed plastisol ink for screen use, it’s important to choose a brand with a reputation for longevity, color accuracy, and environmentally conscious ingredients (like non-phthalate formulations).
Neon colors, specialty blends (like lime green), and fluorescent blue inks expand the possibilities for creative projects. Be sure to look for inks that are suitable for your target fabric (from cotton to blends), and consider experimenting with sample kits to find your perfect match.
Quality screen printing ink not only enhances the vibrancy of your prints but also ensures they last through multiple wears and washes. For professionals, investing in premier brands and tested ink sets can prevent misprints and add polish to final products.
12. Pro Tips to Avoid Common Pitfalls in Fluorescent Screen Printing
Fluorescent screen printing is rewarding but comes with its own set of challenges. Here are some quick pro tips:
- Always check the opacity of your fluorescent ink before committing to a run, especially on dark garments. A test print can save hours of rework.
- Watch for scorching during the cure process. Fabric sensitivity can differ; linen, rayon, and nylon often require special heat management.
- Regularly clean your screens to prevent clogging, especially with thicker, pigment-heavy ink.
- Use freshly mixed ink for each run, as some fluorescent inks can separate or degrade if left standing for too long.
- Store screen printing ink in a cool, dry place to maintain its creamy consistency and performance.
- Keep detailed notes on mesh, emulsion, cure temperature, and ink type for each print. This way, you can easily repeat successful prints or troubleshoot issues.